生産ライン改善による残業削減の本質
日本の製造業において、長時間労働や慢性的な残業は、従業員の離職やモチベーション低下を招く最大の要因となっています。特に労働基準法の改正に伴う「時間外労働の上限規制(いわゆる2024年問題など)」以降、現場の残業削減は単なる福利厚生の向上ではなく、企業のコンプライアンス遵守と生存をかけた最重要の経営課題です。
しかし、「ただ残業を禁止する」「定時で強制退社させる」といった精神論だけの手法では、生産量が落ちて売上を失うか、サービス残業が横行するだけの結果に終わります。
残業を根本から減らす唯一の方法は、「生産ラインの無駄を徹底的に排除し、定時内に作れる量を増やす(時間あたり生産性の向上)」ことです。本稿では、生産ラインの改善を通じて現場の残業を劇的に減らすためのステップ、具体的な改善手法、そして定時退社と業績向上を両立させる経営戦略について体系的に解説します。
1. なぜ生産ラインで残業が発生するのか(3つの根本原因)
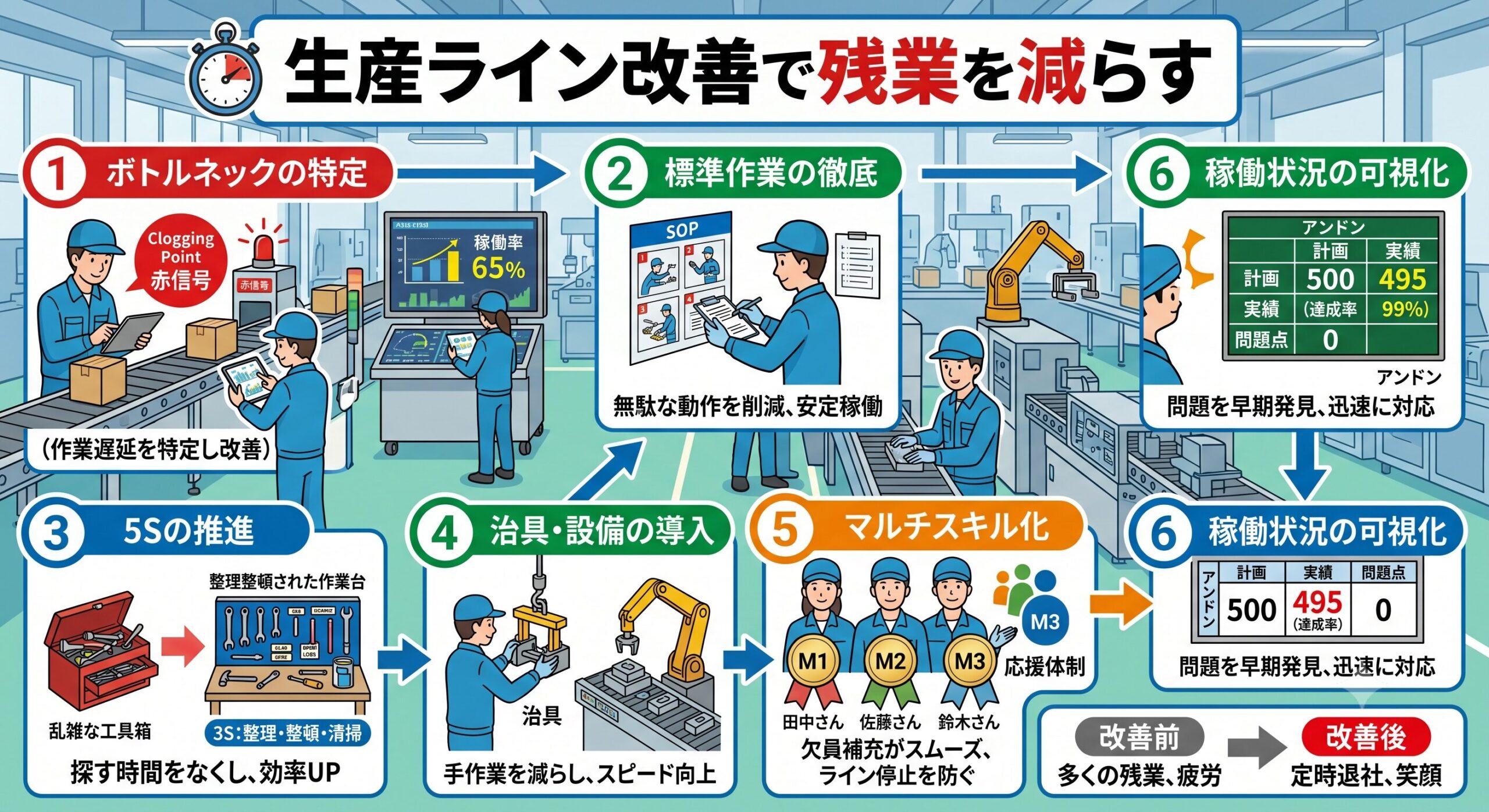
残業を減らすための第一歩は、「なぜ定時内に仕事が終わらないのか」というボトルネックを正しく特定することです。多くの場合、原因は以下の3点に集約されます。
- 工程間の「バランス(同期化)」の崩れ
- 特定の工程(プレス、検査、梱包など)だけが遅く、その手前に仕掛品が山積みになり、後工程の作業員が「待ちぼうけ」を食らっている状態です。結果として、遅れている工程の作業員がリカバリーのために残業を強いられます。
- 非稼働時間(段取り替え・チョコ停)の肥大化
- 製品の品種を切り替える「段取り替え」に時間がかかりすぎたり、機械が1〜2分だけ止まる「チョコ停」が頻発したりすると、正味の製造時間が削られます。その削られた時間を取り戻すために残業が発生します。
- 手書き書類や移動などの「付随作業」の多さ
- 本来の「モノを切る」「組み立てる」といった付加価値を生む作業以外の、手書きの日報作成、点検表の記入、部品を取りに行くための移動といった、アナログな周辺業務が作業員の時間を奪っています。
2. 残業を削減する生産ライン改善の「4つのアプローチ」
生産ラインを最適化し、定時内での操業を完結させるための具体的な4つの手法です。
① ECRSの法則に基づく「作業のムダ取り」
生産管理の基本である「ECRS(イクルス)の法則」を用いて、ライン上の全作業を見直します。
- Eliminate(排除): そもそもその作業は本当に必要か?(例:形骸化した二重チェックの廃止、過剰な包装の簡素化)
- Combine(結合): 2つの工程を1つにまとめられないか?(例:加工と同時に自動で寸法測定も行う)
- Rearrange(交換): 作業の順序を入れ替えて効率化できないか?(例:前準備をラインの外であらかじめ済ませておく)
- Simplify(簡素化): もっとラクに作業できないか?(例:工具をワンタッチで固定できる治具の導入)
② ラインバランシング(工程間の同期化)
各工程の作業時間を測定し、全員が同じペースでリズミカルに作業できるように人員配置や作業内容を再配分します。
- 改善の手法: 1人が担当する範囲を柔軟に変えられる「多能工化」を進めます。ある工程が遅れそうになったら、隣の作業員がすぐにサポートに入れる体制(たすき掛け編成)を作ることで、特定の人が残業する偏りを無くします。
③ シングル段取り(SMED)の徹底
品種切り替えにかかる時間を「10分未満(シングル時間)」に短縮する改善です。
- 内段取りの外段取り化: 機械を止めなければできない作業(金型の交換など=内段取り)と、機械が動いている間でもできる作業(次に使う金型や工具の準備、清掃=外段取り)を明確に分け、徹底的に「外段取り」へシフトします。これにより、機械の停止時間が劇的に減り、定時内の生産枠が拡大します。
④ 周辺業務のデジタル化(ポカヨケと日報の廃止)
現場の作業員を「紙の書類仕事」や「ミスによる手戻り」から解放します。
- 改善の手法: * タブレットを導入し、製造日報や点検チェックをワンタップで完了できるようにします。
- センサーやカメラによる「ポカヨケ(誤品混入防止システム)」を導入し、そもそも不良品を作らせない仕組みにします。不良が減れば、残業の最大の原因である「手直し・再製造」が根絶されます。
3. 残業削減に向けた3ステップの実践ロードマップ
現場の反発を招かず、確実に残業を減らすためのステップです。
【ステップ1:現状の「時間(タイムスタディ)」の可視化】
・作業員ごとの「正味作業時間」「移動時間」「待ち時間」をストップウォッチや
カメラ動画で正確に計測・グラフ化する。
▼
【ステップ2:ボトルネック工程へのピンポイント改善】
・最も時間がかかっている工程に絞り、自動化ロボットの導入や治具の刷新、
人員の増強を集中させて全体の流れをスムーズにする(クイックウィン)。
▼
【ステップ3:定時退社を前提とした「生産計画」の運用】
・改善後のタクトタイム(標準時間)に基づき、最初から「定時内で終わる受注量・
投入計画」を立案し、急な飛び込み案件へのルール作りを行う。
4. 従来型操業 vs 残業削減型(高効率)操業の比較
生産ラインの改善前後で、工場の操業状態がどのように変化するかを整理します。
| 評価軸 | 従来のライン運営(Before) | 改善後のライン運営(After) | 経営上のメリット |
| 作業の進め方 | 各自のペースで行い、遅れたら残業でカバー | ECRSとラインバランシングによる同期化 | 突発的な残業の撲滅、計画性向上 |
| 段取り替え | 機械を止めてから、工具を探したり準備する | 外段取り化の徹底で、停止時間を極小化 | 設備稼働率(OEE)の向上、増産 |
| 品質トラブル | 出荷直前で不良が発覚し、夜間に再製造 | ポカヨケとインライン検査による全数保証 | 手仕損費(廃棄・手戻り)の削減 |
| 書類業務 | 定時後に事務所で手書きの日報を記入 | 作業中にタブレットでリアルタイム入力 | 事務工数の削減、現場データの可視化 |
| 従業員の意識 | 「残業代で稼ぐ」という風土が残る | 「早く終わらせて定時で帰る」が評価される | 従業員満足度の向上、採用力の強化 |
5. 経営陣・工場長が断行すべき「評価制度の刷新」
生産ラインのハード面をどれだけ改善しても、従業員の「マインド(意識)」が変わらなければ残業は減りません。経営陣は以下の2つの「ソフト面の改革」をセットで行う必要があります。
- 「残業をする人が偉い」という評価の完全撤廃
- かつての「遅くまで残って頑張っている人を評価する」古い風土を完全に捨て去ります。「同じ生産量を、より短い時間(定時内)で達成した作業員やチームを高く評価し、ボーナスや手当で報いる」という、時間あたり生産性を重視した評価制度へシフトします。
- 「削減された残業代」の一部をインセンティブとして還元する
- 作業員にとって、残業が減ることは「残業手当(収入)の減少」を意味するため、本音では改善に消極的になるケースがあります。経営陣は、ライン改善によって浮いた残業代(コスト削減分)を、基本給のベースアップや「定時退社手当」「生産性向上インセンティブ」として原資化し、社員に還元することを明言してください。これにより、現場の改善意欲は爆発的に高まります。
まとめ:残業削減は、工場を「高収益」にするチャンス
生産ラインの改善による残業削減は、単に従業員の労働時間を短くする「労働環境の是正」にとどまりません。
それは、ラインに潜むあらゆる無駄(ムダ、ムラ、ムリ)を削ぎ落とし、「最少の時間とコストで、最大の成果を生み出す高収益な工場」へと体質改善を図る、きわめて攻撃的な経営戦略です。
「定時で帰るのが当たり前、それでも利益は過去最高」。テクノロジーによる自動化やデータ活用、そして現場の知恵を結集したライン改善を進めることで、そんな理想的な工場運営は十分に実現可能です。まずは、現場にはびこる「紙の日報」や「段取り替えの待ち時間」といった身近な無駄を1つ排除することから、持続可能な未来の工場経営をスタートさせましょう。







